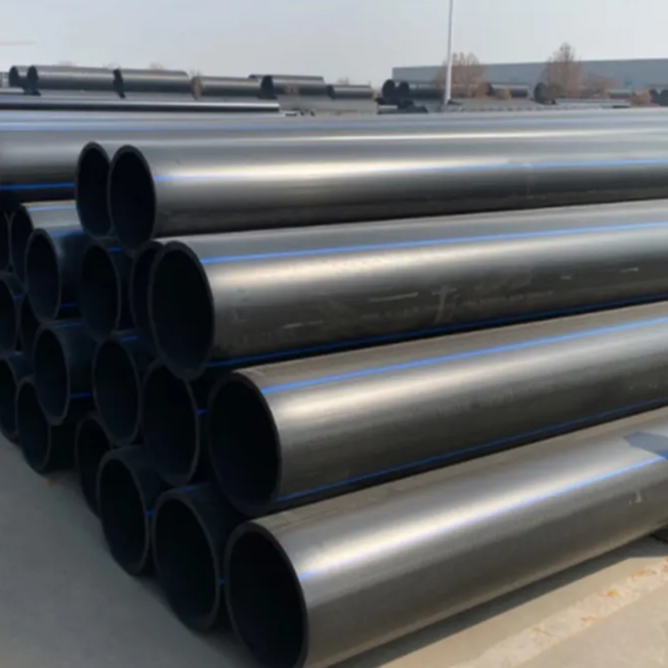
hdpe double wall corrugated pipe for industrial use
HDPE double wall corrugated pipe for industrial use represents a revolutionary advancement in modern piping systems, engineered to meet the demanding requirements of contemporary industrial applications. This specialized piping solution combines high-density polyethylene construction with an innovative double-wall design that features a smooth interior surface and corrugated exterior structure. The unique configuration provides exceptional strength-to-weight ratio while maintaining optimal flow characteristics essential for industrial operations. The hdpe double wall corrugated pipe for industrial use incorporates advanced manufacturing technologies that ensure consistent wall thickness and precise dimensional accuracy throughout the entire pipe length. The main functions of this piping system include efficient fluid transport, structural drainage solutions, and protective conduit applications across various industrial sectors. The smooth inner wall minimizes friction loss and prevents sediment accumulation, while the corrugated outer wall provides superior ring stiffness and flexibility. Technological features include exceptional chemical resistance, UV stabilization for outdoor installations, and temperature tolerance ranging from -40°C to 60°C. The hdpe double wall corrugated pipe for industrial use demonstrates remarkable impact resistance and maintains structural integrity under extreme loading conditions. Manufacturing processes incorporate strict quality control measures ensuring each pipe meets international standards including ISO 9969 and ASTM specifications. The pipe system supports various joining methods including electrofusion welding, butt fusion, and mechanical connections to accommodate different installation requirements. Applications span across municipal infrastructure, industrial waste management, stormwater drainage, telecommunications, power distribution, and agricultural irrigation systems. The hdpe double wall corrugated pipe for industrial use offers significant environmental benefits through its recyclable material composition and extended service life exceeding 50 years under normal operating conditions. Installation versatility allows for both buried and above-ground applications, making it suitable for diverse industrial environments and challenging terrain conditions.