Enhanced Chemical Resistance and Environmental Protection
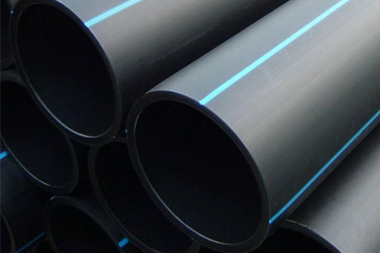
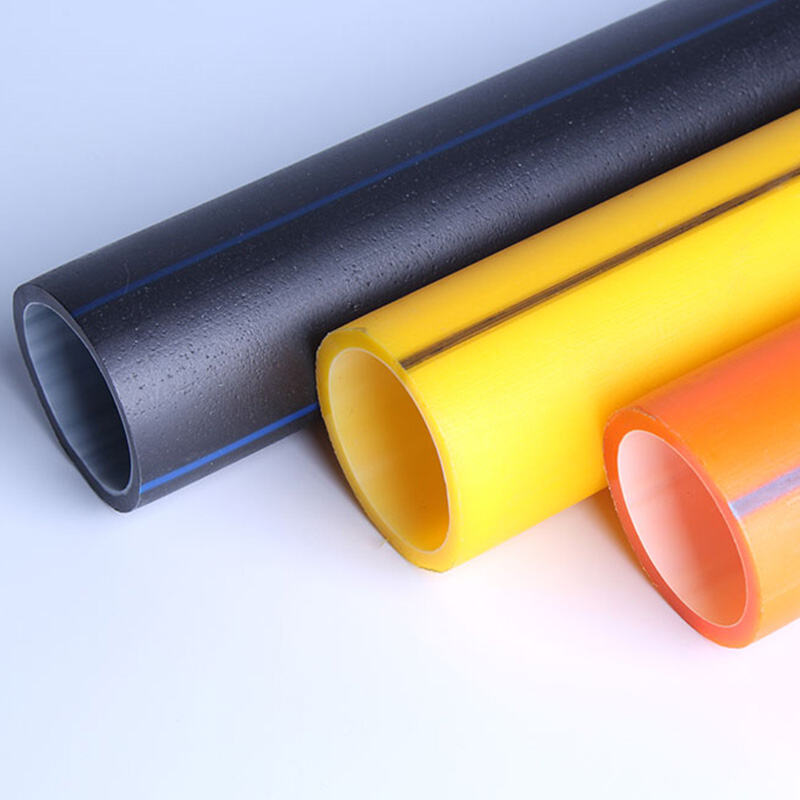
Chemical resistance stands as a defining characteristic of hdpe silicone core pipe and wire protection systems, providing superior defense against corrosive substances and environmental contaminants that threaten electrical infrastructure integrity. The advanced polymer composition resists degradation from acids, alkalis, solvents, oils, and industrial chemicals commonly encountered in manufacturing, processing, and laboratory environments. This chemical compatibility ensures hdpe silicone core pipe and wire protection maintains protective properties even when exposed to harsh substances that rapidly deteriorate conventional cable protection systems. Industrial facilities benefit tremendously from the chemical resistance properties of hdpe silicone core pipe and wire protection solutions. Chemical processing plants, pharmaceutical manufacturing facilities, and automotive production lines expose electrical systems to aggressive chemicals that can penetrate standard protective barriers and cause catastrophic failures. The robust chemical resistance prevents substance infiltration that leads to insulation breakdown, conductor corrosion, and electrical faults. Laboratory environments rely on hdpe silicone core pipe and wire protection to maintain electrical safety standards while handling reactive chemicals and solvents. Research facilities, quality control laboratories, and educational institutions require protection systems that withstand accidental chemical exposure without compromising personnel safety or equipment functionality. The chemical inertness of hdpe silicone core pipe and wire protection ensures reliable operation even during chemical spills or vapor exposure incidents. Agricultural applications demonstrate the practical importance of chemical resistance in hdpe silicone core pipe and wire protection systems. Modern farming operations utilize sophisticated electrical controls for irrigation, climate management, and automated feeding systems that face constant exposure to fertilizers, pesticides, and cleaning agents. The chemical resistance prevents premature system failures that could disrupt critical agricultural processes and result in crop losses. Marine environments present extreme chemical challenges where hdpe silicone core pipe and wire protection systems excel through superior resistance to saltwater corrosion and marine organisms. Offshore installations, shipboard electrical systems, and coastal facilities benefit from protection that maintains integrity despite constant salt spray exposure and high humidity conditions. The chemical resistance extends operational life and reduces maintenance requirements in these demanding environments. Environmental protection capabilities of hdpe silicone core pipe and wire protection extend beyond chemical resistance to include UV radiation resistance, ozone protection, and weather barrier properties that ensure long-term performance in outdoor applications.