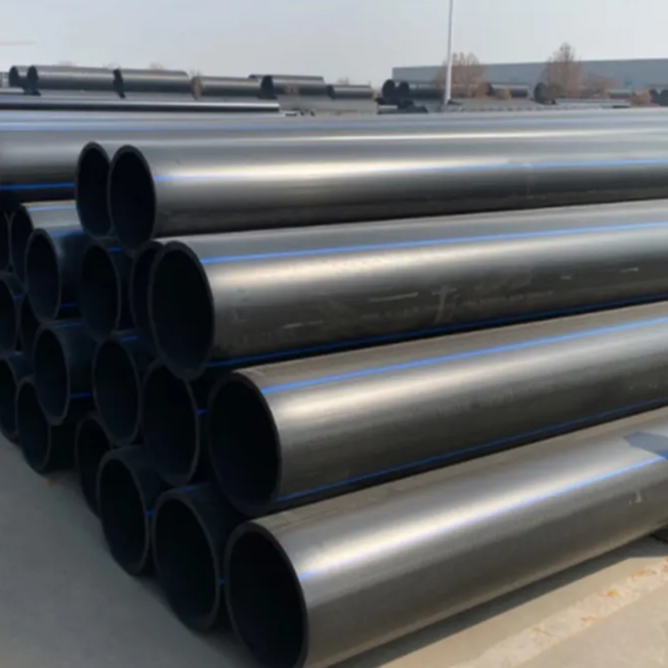
Resistencia Química Excepcional y Compatibilidad de Materiales
La tubería de PE negra demuestra propiedades excepcionales de resistencia química que la hacen compatible con una amplia gama de fluidos transportados, desde agua potable hasta productos químicos industriales agresivos, garantizando la integridad del sistema y manteniendo la pureza del fluido a lo largo de toda la red de distribución. La estructura del material de polietileno presenta una notable inercia frente a la mayoría de los productos químicos, ácidos, bases y disolventes comúnmente encontrados en aplicaciones industriales y municipales, eliminando preocupaciones sobre degradación de la tubería, contaminación o reacciones químicas que puedan comprometer el rendimiento del sistema. Esta resistencia química integral amplía el rango de aplicación de la tubería de PE negra más allá de la distribución tradicional de agua, incluyendo procesos químicos, operaciones mineras, tratamiento de aguas residuales y sistemas de manejo de fluidos industriales donde sustancias corrosivas deteriorarían rápidamente las tuberías metálicas. La naturaleza no reactiva de la tubería de PE negra asegura que los fluidos transportados mantengan su composición y pureza originales, lo que la hace ideal para sistemas de agua potable donde son primordiales las preocupaciones sobre sabor, olor y contaminación. Pruebas extensas en laboratorio han confirmado la compatibilidad de la tubería de PE negra con agua clorada, sulfuro de hidrógeno, metano y numerosos productos químicos industriales sin degradación ni lixiviación que pudiera afectar la calidad del fluido. La resistencia del material al crecimiento biológico y a la formación de biopelículas ayuda a mantener la limpieza del sistema y reduce la necesidad de programas de tratamiento químico que añaden costos operativos y complejidad. La tubería de PE negra tiene un rendimiento excepcional en condiciones de suelo agresivas donde las tuberías metálicas tradicionales se corroerían rápidamente, incluyendo zonas con alto contenido de sal, condiciones ácidas o corrientes eléctricas dispersas que aceleran los procesos de corrosión. Las aplicaciones industriales se benefician de la compatibilidad química de la tubería de PE negra al manejar fluidos de proceso, soluciones de limpieza y efluentes que requieren contención confiable sin riesgo de fallo de la tubería o contaminación. La estabilidad a largo plazo de la tubería de PE negra en entornos químicamente exigentes ha sido validada mediante instalaciones en campo y pruebas aceleradas de envejecimiento, confirmando su idoneidad para aplicaciones críticas donde la fiabilidad del sistema es esencial. El cumplimiento medioambiental se simplifica al utilizar tubería de PE negra, ya que el material no aporta metales pesados ni otros contaminantes al suelo o aguas subterráneas, apoyando así los objetivos de desarrollo de infraestructuras sostenibles y cumpliendo con requisitos regulatorios rigurosos de protección ambiental.