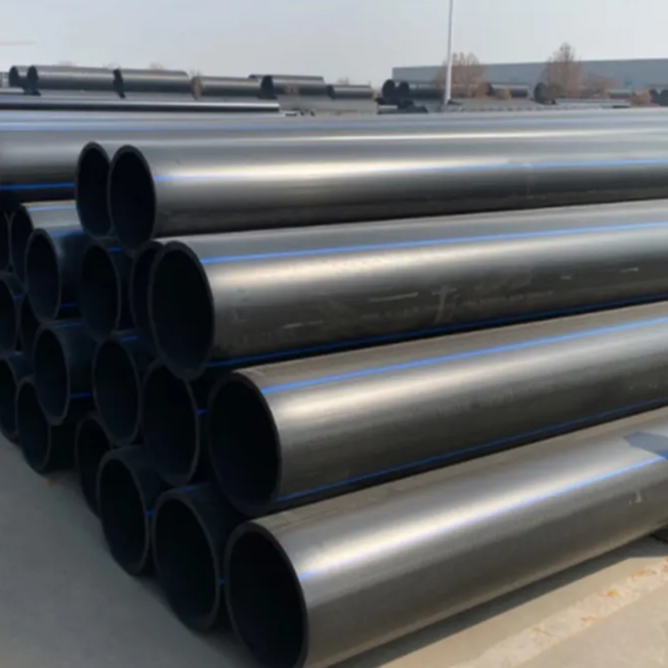
Résistance chimique exceptionnelle et compatibilité des matériaux
Le tube PE noir démontre des propriétés exceptionnelles de résistance chimique, ce qui le rend compatible avec une grande variété de fluides transportés, de l'eau potable aux produits chimiques industriels agressifs, assurant l'intégrité du système et préservant la pureté du fluide tout au long du réseau de distribution. La structure en polyéthylène présente une inertie remarquable vis-à-vis de la plupart des produits chimiques, acides, bases et solvants couramment rencontrés dans les applications industrielles et municipales, éliminant ainsi les risques de dégradation du tube, de contamination ou de réactions chimiques pouvant compromettre les performances du système. Cette résistance chimique étendue élargit le champ d'application du tube PE noir au-delà de la distribution d'eau traditionnelle, pour inclure le traitement chimique, les opérations minières, le traitement des eaux usées et les systèmes de manutention de fluides industriels, où des substances corrosives détérioreraient rapidement les canalisations métalliques. La nature non réactive du tube PE noir garantit que les fluides transportés conservent leur composition et leur pureté d'origine, ce qui le rend idéal pour les systèmes d'eau potable, où les préoccupations liées au goût, à l'odeur et à la contamination sont primordiales. Des essais en laboratoire approfondis ont confirmé la compatibilité du tube PE noir avec l'eau chlorée, le sulfure d'hydrogène, le méthane et de nombreux produits chimiques industriels, sans dégradation ni lessivage susceptibles d'affecter la qualité du fluide. La résistance du matériau à la croissance biologique et à la formation de biofilm contribue à maintenir la propreté du système et réduit le besoin de traitements chimiques, qui augmentent les coûts et la complexité opérationnels. Le tube PE noir offre des performances exceptionnelles dans des conditions de sol agressives où les conduites métalliques traditionnelles subiraient une corrosion rapide, notamment dans les zones à forte teneur en sel, aux conditions acides ou soumises à des courants électriques parasites accélérant la corrosion. Les applications industrielles tirent parti de la compatibilité chimique du tube PE noir lors de la manipulation de fluides de procédé, de solutions de nettoyage et d'effluents nécessitant un confinement fiable, sans risque de rupture du tube ou de contamination. La stabilité à long terme du tube PE noir dans des environnements chimiquement exigeants a été validée par des installations sur site et des tests de vieillissement accéléré, confirmant son adéquation aux applications critiques où la fiabilité du système est essentielle. La conformité environnementale est simplifiée grâce à l'utilisation du tube PE noir, car ce matériau n'ajoute ni métaux lourds ni autres contaminants au sol ou aux eaux souterraines, soutenant ainsi les objectifs de développement d'infrastructures durables tout en répondant aux exigences réglementaires strictes en matière de protection de l'environnement.