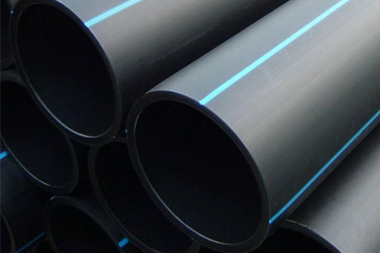
tubo corrugato a doppia parete in hdpe per scolo stradale
Il tubo corrugato a doppia parete in hdpe per il drenaggio autostradale rappresenta un progresso rivoluzionario nell'ingegneria delle infrastrutture moderne, progettato specificamente per affrontare le complesse sfide di gestione idrica poste dalle reti di trasporto. Questa soluzione innovativa combina una struttura in polietilene ad alta densità con un sofisticato design a doppia parete che massimizza l'integrità strutturale mantenendo al contempo eccezionali caratteristiche di flusso. La funzione principale del tubo corrugato a doppia parete in hdpe per il drenaggio autostradale consiste nella raccolta, convogliamento e smaltimento efficienti delle acque meteoriche dalle superfici stradali, prevenendo l'accumulo d'acqua che potrebbe compromettere l'integrità della pavimentazione e la sicurezza dei veicoli. La base tecnologica di questo sistema di drenaggio si basa sulla particolare configurazione esterna corrugata, che garantisce una rigidità anulare superiore e una capacità portante essenziale per resistere ai carichi pesanti del traffico e alle pressioni del terreno comunemente riscontrate nelle applicazioni autostradali. La parete interna liscia assicura prestazioni idrauliche ottimali, riducendo le perdite dovute all'attrito e mantenendo velocità di flusso costanti anche in condizioni di portata variabile. I processi produttivi incorporano tecniche avanzate di estrusione che creano giunzioni senza saldature tra le pareti interna ed esterna, risultando in una struttura monolitica resistente all'infiltrazione e all'esfiltrazione. Il tubo corrugato a doppia parete in hdpe per il drenaggio autostradale trova ampio impiego in diversi progetti infrastrutturali autostradali, inclusi sistemi autostradali, strade arterie, raccordi di ponti e impianti di scambio. La versatilità di installazione consente sia sistemi a flusso gravitazionale che sotto pressione, adattandosi a diverse limitazioni topografiche e requisiti progettuali. La composizione del materiale offre un'eccezionale resistenza chimica, rendendolo adatto ad ambienti in cui possono essere presenti sali per strade, prodotti petroliferi e altre sostanze potenzialmente corrosive. Le caratteristiche prestazionali a lungo termine includono resistenza alla crescita biologica, ai cicli di gelo-disgelo e al degrado da raggi ultravioletti, garantendo decenni di servizio affidabile in ambienti autostradali impegnativi, riducendo al minimo le necessità di manutenzione e i costi nel ciclo di vita.