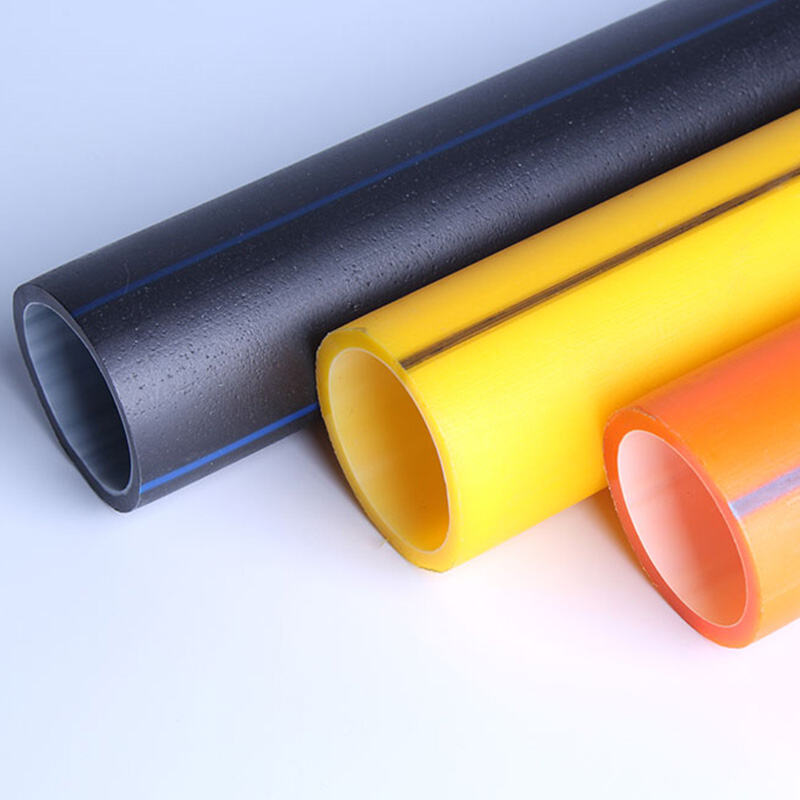
Resistenza chimica e ambientale superiore
Le eccezionali proprietà di resistenza chimica del tubo in hdpe di alta qualità con anima in silicone ne fanno la scelta preferita per applicazioni che coinvolgono sostanze aggressive, diversi livelli di pH e condizioni ambientali difficili. La composizione del materiale HDPE offre una resistenza intrinseca ad acidi, alcali, sali e composti organici, che comunemente causano il malfunzionamento dei sistemi di tubazioni metallici. Questa resistenza si estende a tutta la struttura del materiale, non solo ai rivestimenti superficiali che possono usurarsi nel tempo, garantendo una protezione a lungo termine contro gli attacchi chimici. L'anima in silicone aggiunge un ulteriore strato di protezione chimica, creando una barriera che impedisce la permeazione di sostanze nocive all'interno della struttura del tubo. La rottura da stress ambientale, una modalità comune di guasto nei tubi in plastica, viene efficacemente prevenuta grazie a formulazioni avanzate del materiale e processi produttivi che ottimizzano la struttura molecolare. Le capacità di resistenza ai raggi UV consentono installazioni a vista senza degrado dovuto all'esposizione solare, eliminando la necessità di rivestimenti protettivi o ispezioni frequenti. La resistenza ai cicli termici garantisce che il tubo mantenga le sue proprietà durante le variazioni stagionali e i cambiamenti di temperatura operativa, senza diventare fragile o perdere flessibilità. Il tubo in hdpe di alta qualità con anima in silicone dimostra eccellenti prestazioni in condizioni di terreno che distruggono altri materiali, inclusi terreni acidi, contenuti elevati di sale e ambienti elettrochimicamente attivi. La resistenza biologica previene la crescita batterica e la formazione di biofilm che potrebbero ridurre il flusso e creare problemi di contaminazione nei sistemi di distribuzione dell'acqua. La resistenza all'ossidazione assicura che il materiale mantenga le sue caratteristiche senza degradarsi a causa dell'esposizione all'ossigeno, anche in sistemi ad acqua aerata o in condizioni atmosferiche. Test di laboratorio confermano la resistenza a oltre 200 diversi prodotti chimici e composti, offrendo sicurezza per numerose applicazioni in diversi settori industriali. L'esperienza sul campo conferma i risultati di laboratorio, con installazioni che mostrano prestazioni costanti dopo decenni di esposizione ad ambienti chimici impegnativi. Le proprietà di resistenza rimangono stabili per tutta la vita utile del tubo, senza necessità di rivestimenti protettivi, protezione catodica o altre misure di manutenzione richieste dalle alternative metalliche. I protocolli di garanzia della qualità includono test di esposizione chimica che simulano decenni di utilizzo in tempi accelerati, assicurando l'affidabilità del prodotto prima dell'immissione sul mercato. Certificazioni di conformità ambientale attestano che il tubo soddisfa requisiti rigorosi per l'acqua potabile, la lavorazione degli alimenti e altre applicazioni in cui è essenziale la purezza.