Eccellente resistenza chimica e compatibilità dei materiali
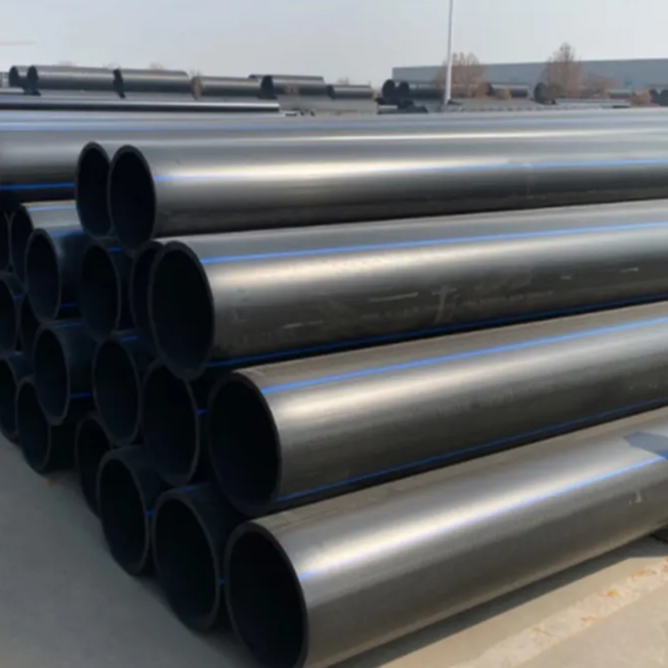
Il tubo in PE nero dimostra proprietà eccezionali di resistenza chimica che lo rendono compatibile con un'ampia gamma di fluidi trasportati, dall'acqua potabile a sostanze chimiche industriali aggressive, garantendo l'integrità del sistema e mantenendo la purezza del fluido in tutta la rete di distribuzione. La struttura del materiale in polietilene mostra una notevole inerzia nei confronti della maggior parte dei prodotti chimici, acidi, basi e solventi comunemente presenti nelle applicazioni industriali e municipali, eliminando preoccupazioni riguardo al degrado del tubo, alla contaminazione o a reazioni chimiche che potrebbero compromettere le prestazioni del sistema. Questa completa resistenza chimica amplia il campo di applicazione del tubo in PE nero oltre la tradizionale distribuzione dell'acqua, includendo processi chimici, operazioni minerarie, trattamento delle acque reflue e sistemi per la movimentazione di fluidi industriali dove sostanze corrosive deteriorerebbero rapidamente i tubi metallici. La natura non reattiva del tubo in PE nero assicura che i fluidi trasportati mantengano la loro composizione e purezza originale, risultando ideale per sistemi di acqua potabile in cui sono fondamentali le preoccupazioni relative al sapore, all'odore e alla contaminazione. Test di laboratorio estensivi hanno confermato la compatibilità del tubo in PE nero con acqua clorata, solfuro di idrogeno, metano e numerose sostanze chimiche industriali, senza degrado né rilascio di sostanze che potrebbero alterare la qualità del fluido. La resistenza del materiale alla crescita biologica e alla formazione di biofilm contribuisce a mantenere la pulizia del sistema e riduce la necessità di programmi di trattamento chimico che aumentano i costi operativi e la complessità. Il tubo in PE nero si comporta in modo eccezionale in condizioni di terreno aggressivo dove i tubi metallici tradizionali si corroderanno rapidamente, inclusi ambienti con elevato contenuto di sale, condizioni acide o correnti elettriche vaganti che accelerano i processi di corrosione. Le applicazioni industriali traggono vantaggio dalla compatibilità chimica del tubo in PE nero durante la gestione di fluidi di processo, soluzioni detergenti e scarichi che richiedono un contenimento affidabile senza rischio di rottura del tubo o contaminazione. La stabilità a lungo termine del tubo in PE nero in ambienti chimicamente impegnativi è stata confermata attraverso installazioni sul campo e test di invecchiamento accelerato, attestandone l'idoneità per applicazioni critiche in cui l'affidabilità del sistema è essenziale. La conformità ambientale risulta semplificata utilizzando il tubo in PE nero, poiché il materiale non rilascia metalli pesanti né altri contaminanti nel suolo o nelle acque sotterranee, supportando gli obiettivi di sviluppo infrastrutturale sostenibile e soddisfacendo rigorosi requisiti normativi per la protezione ambientale.