tubuli pe ad usum industrialem
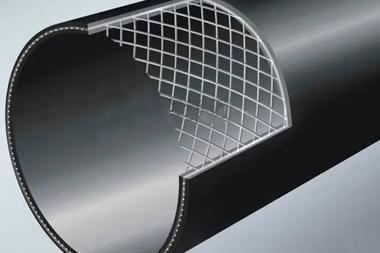
Tubi PE pro usu industriali repraesentant progressum revolutionarium in modernis systematibus tuborum, praebendo imparem operationem per varios sectores industriales. Hi tubi ex polyethyleno altitudinis densi fiunt columna vertegralis pro numero infinito operationum industrialium, praebendo constantiam praestantissimam et efficientiam. Tubi PE pro usu industriali excellunt in vehiculo variarum liquidarum, gasium, et substantiarum chimicarum, dum integritas structurae in conditionibus gravibus servatur. Functiones principales harum tuborum continent vectorem liquidorum, transportum chimicum, gestionem sordiditiei, et progressionem infrastructurae in aedificiis manufacturariis, plantis elaborationis, et in ambientibus industrialibus gravioribus. Characteristica technica tuborum PE pro usu industriali continent structuram molecularem superiorem, processus fabricandos extrudendi progressos, et technicas adiungendi novatorias quae installationem continuam et operationem diuturnam firmant. Hi tubi utuntur technologia polimerica praeclara quae superficiem internam levem creat, labem frictionis minuens et fluxum optime efficiens. Facultas soldandi fusionis caloris permittit iuncturas perpetuas, sine effusione, quae vulnerabilitates coniunctionum traditorum tollunt. Tubi PE pro usu industriali ostendunt versatilitatem mirabilem in applicationibus inclusis systematibus hydricis, lineis elaborationis chimicis, operationibus metallicis, distributione olei et gasis, plantis tractationis cloacarum, et retibus irrigationis agriculturalibus. Constructio levis facilitat manutationem et installationem faciliorem comparata materialibus traditionalibus, dum flexibilitas eorum transitum circa obstacula et accommodationem motus terrae permittit. Proprietates resistentes corrosioni reddunt tubos PE pro usu industriali idoneos pro ambientibus chemice asperis ubi alternativa metallicae cito deteriorentur. Hi tubi operationem constantem servant per intervalla temperaturae ex conditionibus sub-zero usque ad temperaturas operativas elevatas, eos aptos reddentes pro climatibus industrialibus variis et applicationibus quae stabilitatem thermalem requirunt.