Superior Chemical and Environmental Resistance
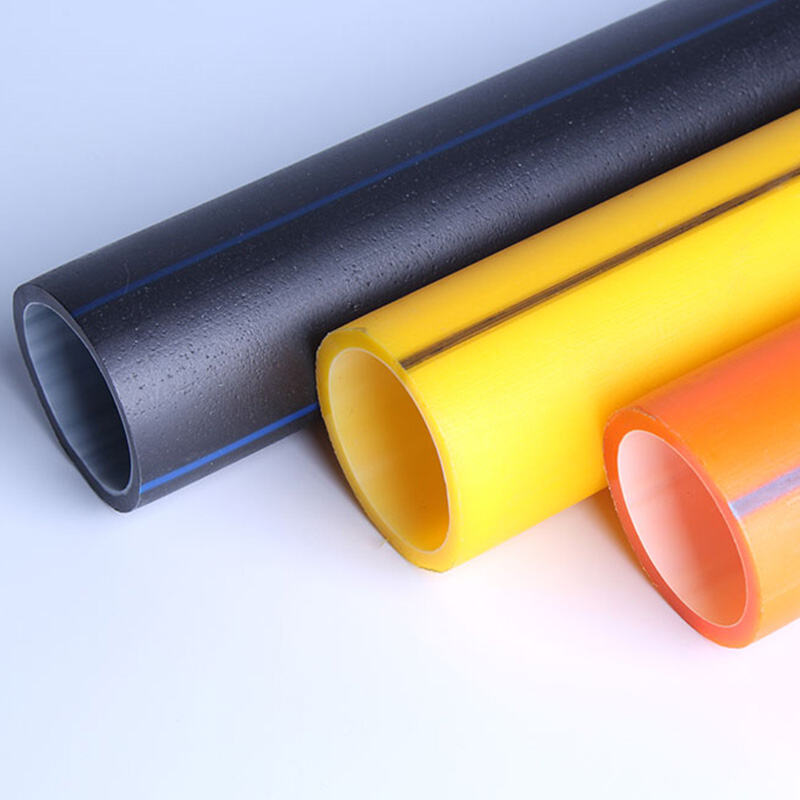
The exceptional chemical resistance properties of the highquality hdpe silicon core pipe make it the preferred choice for applications involving aggressive substances, varying pH levels, and challenging environmental conditions. The HDPE material composition provides inherent resistance to acids, alkalis, salts, and organic compounds that commonly cause failure in metallic piping systems. This resistance extends throughout the material structure, not just surface coatings that can wear away over time, ensuring long-term protection against chemical attack. The silicon core adds another layer of chemical protection, creating a barrier that prevents permeation of harmful substances into the pipe structure. Environmental stress cracking, a common failure mode in plastic pipes, is effectively prevented through advanced material formulations and manufacturing processes that optimize molecular structure. UV resistance capabilities allow above-ground installations without degradation from solar exposure, eliminating the need for protective coverings or frequent inspections. Temperature cycling resistance ensures the pipe maintains its properties through seasonal variations and operational temperature changes without becoming brittle or losing flexibility. The highquality hdpe silicon core pipe demonstrates excellent performance in soil conditions that destroy other materials, including acidic soils, high salt content, and electrochemically active environments. Biological resistance prevents bacterial growth and biofilm formation that can restrict flow and create contamination concerns in water distribution systems. Oxidation resistance ensures the material maintains its properties without degradation from oxygen exposure, even in aerated water systems or atmospheric conditions. Laboratory testing confirms resistance to over 200 different chemicals and compounds, providing confidence for diverse applications across multiple industries. Field experience validates laboratory results, with installations demonstrating continued performance after decades of exposure to challenging chemical environments. The resistance properties remain stable throughout the pipe's service life, without requiring protective coatings, cathodic protection, or other maintenance measures needed for metallic alternatives. Quality assurance protocols include chemical exposure testing that simulates decades of service in accelerated time frames, ensuring product reliability before market introduction. Environmental compliance certifications confirm the pipe meets stringent requirements for potable water, food processing, and other applications where purity is essential.